টাইটানিয়াম প্লেট ঘূর্ণায়মান প্রক্রিয়ার কোন ধাপগুলি অন্তর্ভুক্ত করে (যেমন প্রাথমিক ঘূর্ণায়মান, গরম ঘূর্ণায়মান, কোল্ড রোলিং ইত্যাদি)? রোলিং মিল কি ধরনের ব্যবহার করা হয়? প্লেটের ইউনিফর্ম মাইক্রোস্ট্রাকচার এবং কর্মক্ষমতা নিশ্চিত করতে রোলিং তাপমাত্রা এবং হ্রাস কীভাবে নিয়ন্ত্রণ করবেন?
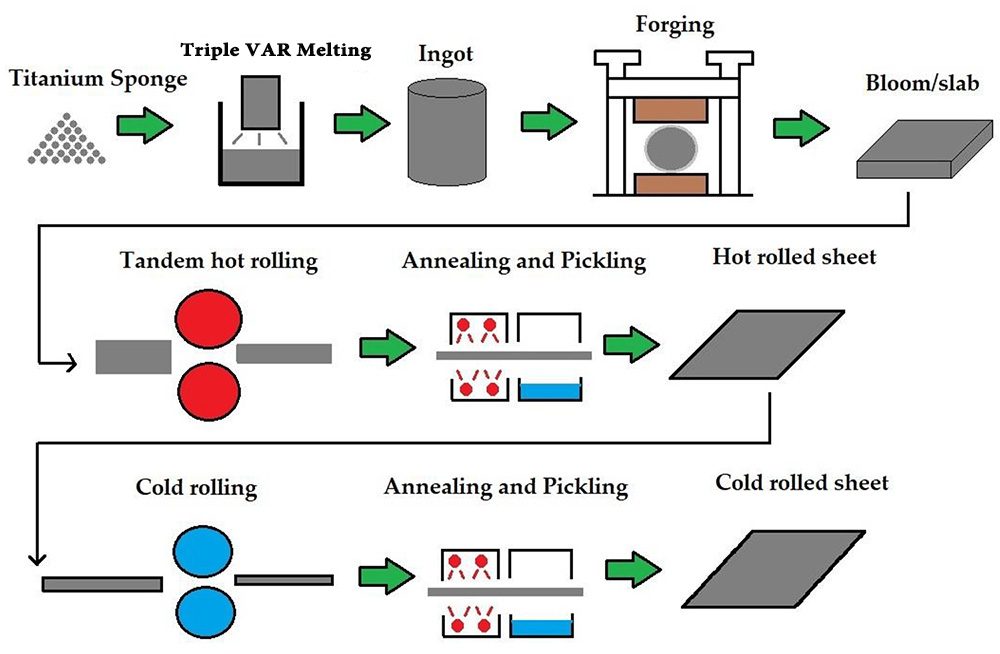
টাইটানিয়াম এর ঘূর্ণায়মান এবং টাইটানিয়াম খাদ প্লেট একটি জটিল প্রক্রিয়া যা উপাদান বিজ্ঞান, যান্ত্রিক নিয়ন্ত্রণ এবং প্রক্রিয়া অপ্টিমাইজেশানকে একীভূত করে। এর প্রক্রিয়া প্রবাহকে তিনটি মূল পর্যায়ে বিভক্ত করা যেতে পারে: প্রাথমিক ঘূর্ণায়মান, গরম ঘূর্ণায়মান এবং ঠান্ডা ঘূর্ণায়মান। প্রতিটি পর্যায় নির্দিষ্ট রোলিং মিল সরঞ্জাম এবং প্রক্রিয়া পরামিতিগুলির সাথে মিলে যায়।
(1) প্রাথমিক ঘূর্ণায়মান পর্যায়
প্রাথমিক ঘূর্ণায়মান সাধারণত একটি দুই-রোল বিপরীত ঘূর্ণায়মান মিল ব্যবহার করে। এর প্রধান কাজ হল টাইটানিয়াম অ্যালয় ইনগটের কলামার স্ফটিক কাঠামো ভেঙে ফেলা এবং প্রাথমিক প্লাস্টিকের বিকৃতি অর্জন করা। এই পর্যায়ে, ইনগট গরম করার তাপমাত্রা অবশ্যই কঠোরভাবে নিয়ন্ত্রণ করতে হবে (সাধারণত β ফেজ অঞ্চলের উপরে 30-50℃), এবং ঢালাই ত্রুটিগুলি অবশ্যই ছোট বিকৃতি ঘূর্ণনের একাধিক পাসের মাধ্যমে দূর করতে হবে (প্রতি পাস ≤15% হ্রাস)। Changzhou Bokang স্পেশাল মেটেরিয়াল টেকনোলজি কোং, লিমিটেড ইনগট সমজাতকরণ প্রক্রিয়াকে অপ্টিমাইজ করে এবং বিকৃতি প্রতিরোধের পূর্বাভাস দেওয়ার জন্য সংখ্যাসূচক সিমুলেশন একত্রিত করে প্রাথমিক ঘূর্ণায়মান পর্যায়ের মাইক্রোস্ট্রাকচার অভিন্নতা উল্লেখযোগ্যভাবে উন্নত করেছে।
(2) গরম ঘূর্ণায়মান পর্যায়
হট রোলিং α β দুই-ফেজ অঞ্চলে বৃহৎ বিকৃতি প্রক্রিয়াকরণের জন্য একটি চার-রোল অপরিবর্তনীয় রোলিং মিল বা একটি সর্বজনীন রোলিং মিল ব্যবহার করে। এই পর্যায়ে, দানাগুলিকে গতিশীল পুনঃক্রিস্টালাইজেশন দ্বারা পরিমার্জিত করা হয় এবং উপাদানটির প্লাস্টিকতা নিশ্চিত করতে চূড়ান্ত ঘূর্ণায়মান তাপমাত্রা (সাধারণত 850 ℃ এর কম নয়) নিয়ন্ত্রণ করা আবশ্যক। একটি বক্স-টাইপ হিটিং ফার্নেস ±10℃ তাপমাত্রার নির্ভুলতা অর্জনের জন্য একটি ইন্ডাকশন হিটিং ক্ষতিপূরণ সিস্টেমের সাথে ব্যবহার করা হয়। হট রোলিং পাস হ্রাসের বন্টন ""পিরামিড" নীতি অনুসরণ করে, অর্থাৎ, প্রথম কয়েকটি পাস 20-25% হ্রাস ব্যবহার করে এবং পরবর্তী পাসগুলি ধীরে ধীরে 35-40% পর্যন্ত বৃদ্ধি পায়, কার্যকরভাবে অত্যধিক শস্য বৃদ্ধি এড়াতে পাসগুলির মধ্যে দ্রুত জল ঠান্ডা করার প্রক্রিয়ার সাথে মিলিত হয়।
(3) কোল্ড রোলিং স্টেজ
কোল্ড রোলিং একটি চার-রোল বা ছয়-রোল কোল্ড রোলিং মিলের উপর পরিচালিত হয়, প্রধানত প্লেটের পৃষ্ঠের গুণমান এবং মাত্রিক নির্ভুলতা উন্নত করতে। একটি মধ্যবর্তী অ্যানিলিং প্রক্রিয়ার সাথে মিলিত ছোট বিকৃতি ঘূর্ণায়মান (একক পাস হ্রাস ≤10%) এর একাধিক পাস ব্যবহার করা প্রয়োজন এবং ক্রমবর্ধমান বিকৃতি 80% এর বেশি পৌঁছাতে পারে। Changzhou Bokang বেলন ক্রস প্রযুক্তি প্রবর্তন করে প্লেটের আকৃতি নিয়ন্ত্রণের নির্ভুলতা ±5μm-এ বাড়িয়েছে। এটি তৈরি করা মেডিকেল-গ্রেড টাইটানিয়াম প্লেটের পৃষ্ঠের রুক্ষতা হল Ra≤0.2μm, যা আন্তর্জাতিক শীর্ষস্থানীয় স্তরে পৌঁছেছে।
টাইটানিয়াম রোলিং সরঞ্জামের নির্বাচন সরাসরি চূড়ান্ত প্লেটের গুণমানকে প্রভাবিত করে এবং উপাদান বৈশিষ্ট্য অনুযায়ী ডিজাইন করা প্রয়োজন:
(1) রোলিং মিল টাইপ নির্বাচন
প্রাথমিক রোলিং মিল: একটি ক্লোজড-এন্ড টু-রোল রিভার্সিবল রোলিং মিল ব্যবহার করা হয়, একটি হাইড্রোলিক AGC (স্বয়ংক্রিয় বেধ নিয়ন্ত্রণ) সিস্টেম দিয়ে সজ্জিত, এবং কামড়ের অবস্থাকে অনুকূল করতে রোল ব্যাস অনুপাত 1.8-2.2 এর মধ্যে নিয়ন্ত্রিত হয়
হট রোলিং মিল: একটি ফোর-রোল অপরিবর্তনীয় রোলিং মিল ব্যবহার করা হয়, যার কার্যক্ষম রোল ব্যাস 350-400 মিমি এবং একটি সমর্থন রোল ব্যাস 1400-1600 মিমি, একটি নমন রোল সিস্টেম এবং একটি রোল স্থানান্তরকারী ডিভাইস দিয়ে সজ্জিত, এবং প্লেট আকৃতি নিয়ন্ত্রণের নির্ভুলতা ±1I ছুঁয়েছে
কোল্ড রোলিং মিল: একটি UC/VC কম্বাইন্ড রোল সিস্টেম সিক্স-রোল রোলিং মিল ব্যবহার করা হয়, ইন্টারমিডিয়েট রোলের অক্ষীয় স্থানান্তরিত স্ট্রোক ±150 মিমি এবং একটি লেজার স্পিড মিটার এবং বেধ গেজ ক্লোজড-লুপ নিয়ন্ত্রণ অর্জনের জন্য ব্যবহার করা হয়
(2) রোল সিস্টেম উপাদান অপ্টিমাইজেশান
ওয়ার্কিং রোলটি উচ্চ-ক্রোমিয়াম আয়রন-ভিত্তিক খাদ (Cr12MoV) দিয়ে তৈরি এবং পৃষ্ঠটি HV1200-এর বেশি কঠোরতার সাথে একটি CrN/Al2O3 যৌগিক আবরণ দিয়ে স্প্রে করা হয়, যা কার্যকরভাবে টাইটানিয়াম আনুগত্যকে প্রতিরোধ করে। সাপোর্ট রোলার অসীম ঠাণ্ডা ঢালাই ঢালাই সেন্ট্রিফিউগাল ঢালাই প্রযুক্তি গ্রহণ করে এবং রোলারের আকৃতির স্থায়িত্ব নিশ্চিত করতে রোলার পৃষ্ঠের কঠোরতা গ্রেডিয়েন্ট পার্থক্য HS15 এর মধ্যে নিয়ন্ত্রিত হয়।
তাপমাত্রা এবং বিকৃতির সঠিক নিয়ন্ত্রণ টাইটানিয়াম প্লেটের কাঠামো এবং কর্মক্ষমতার অভিন্নতা নিশ্চিত করার মূল চাবিকাঠি এবং একটি মাল্টি-প্যারামিটার কাপলিং নিয়ন্ত্রণ মডেল স্থাপন করা প্রয়োজন।
(1) তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থা
গরম করার প্রক্রিয়া: একটি তিন-পর্যায়ের হিটিং সিস্টেম গৃহীত হয় (প্রি-হিটিং সেকশন 600-700℃/ইনসুলেশন সেকশন 850-950℃/হিটিং সেকশন 900-980℃), এবং একটি ইনফ্রারেড থার্মোমিটার রিয়েল-টাইম তাপমাত্রা নিরীক্ষণের জন্য ব্যবহার করা হয়।
ঘূর্ণায়মান প্রক্রিয়া তাপমাত্রা নিয়ন্ত্রণ: সমাপ্তি ঘূর্ণায়মান পর্যায়ে, একটি রোলার স্প্রে সিস্টেম (জলের আয়তন নিয়ন্ত্রণ নির্ভুলতা ±0.5L/মিনিট) ব্যবহার করা হয় এবং ±20℃ এর মধ্যে ঘূর্ণিত অংশের তাপমাত্রা ওঠানামা নিয়ন্ত্রণ করতে একটি প্রতিরোধ গরম করার ক্ষতিপূরণ ব্যবস্থা ব্যবহার করা হয়।
চূড়ান্ত ঘূর্ণায়মান তাপমাত্রা ব্যবস্থাপনা: তাপমাত্রা ক্ষেত্রের বন্টন সসীম উপাদান সিমুলেশনের মাধ্যমে পূর্বাভাস দেওয়া হয়, এবং ঘূর্ণিত অংশের তাপমাত্রা নিশ্চিত করার জন্য পাসগুলির মধ্যে একটি তাপমাত্রা অপেক্ষার সময় মডেল স্থাপন করা হয়। নিশ্চিত করুন যে চূড়ান্ত ঘূর্ণায়মান তাপমাত্রা ফেজ ট্রান্সফরমেশন পয়েন্টের নীচে 50℃ এর কম নয়
(2) হ্রাস অপ্টিমাইজ করার জন্য অ্যালগরিদম
মাল্টি-পাস রিডাকশন ডিস্ট্রিবিউশন: মেটেরিয়াল ওয়ার্ক হার্ডনিং মডেলের উপর ভিত্তি করে, প্রতিটি পাসের বিকৃতিটি "প্যারাবোলিক" হয় তা নিশ্চিত করার জন্য প্রতিটি পাসে হ্রাসের বন্টনকে অপ্টিমাইজ করতে একটি জেনেটিক অ্যালগরিদম ব্যবহার করা হয়।
ডায়নামিক রিডাকশন অ্যাডজাস্টমেন্ট: রোলিং ফোর্সকে রিয়েল টাইমে একটি প্রেসার গেজ দ্বারা পর্যবেক্ষণ করা হয় এবং রোল গ্যাপ বাউন্সের ক্ষতিপূরণের জন্য স্বয়ংক্রিয়ভাবে হ্রাসকে সামঞ্জস্য করতে অস্পষ্ট পিআইডি নিয়ন্ত্রণ অ্যালগরিদম ব্যবহার করা হয় (ক্ষতিপূরণের সঠিকতা ±0.02 মিমি)
বিকৃতি নিয়ন্ত্রণ সীমিত করুন: একটি সমালোচনামূলক হ্রাসের মানদণ্ড (ε_c=0.6σ_s/K) স্থাপন করুন, যেখানে K হল উপাদান প্রক্রিয়াকরণ হার্ডেনিং সহগ, নিশ্চিত করুন যে একক-পাস হ্রাস সমালোচনামূলক মানের 85% অতিক্রম না করে।
(3) কাঠামোর অভিন্নতা নিশ্চিত করার ব্যবস্থা
শস্যের আকার নিয়ন্ত্রণ: Z পরামিতি (Z=ε·exp(Q/RT)) এর মাধ্যমে গতিশীল পুনঃক্রিস্টালাইজেশন ভলিউম ভগ্নাংশ নিয়ন্ত্রণ করুন, এবং অভিন্ন ইকুইক্সড শস্য পেতে Z মান 10-15 এর মধ্যে রাখুন
টেক্সচার অপ্টিমাইজেশান: ক্রস-রোলিং প্রক্রিয়া ব্যবহার করুন (প্লেটটি প্রতি পাসে 45° ঘোরান), অ্যাসিঙ্ক্রোনাস রোলিং প্রযুক্তির সাথে একত্রিত করুন (উপরের এবং নীচের রোলারগুলির মধ্যে লাইনের গতির পার্থক্য 10-15%), কার্যকরভাবে ভিত্তি পৃষ্ঠের টেক্সচারকে দুর্বল করতে
অবশিষ্ট স্ট্রেস কন্ট্রোল: টেনসিল স্ট্রেস-কম্প্রেসিভ স্ট্রেস অল্টারনেটিং রোলিং প্রক্রিয়ার মাধ্যমে, অ্যানিলিংয়ের সময় স্ট্রেস রিলাক্সেশন ট্রিটমেন্টের সাথে ±20MPa-এর মধ্যে অবশিষ্ট স্ট্রেস নিয়ন্ত্রণ করে
টাইটানিয়াম প্লেট ঘূর্ণায়মান প্রক্রিয়ার জন্য একটি পূর্ণ-প্রক্রিয়া মান নিয়ন্ত্রণ নেটওয়ার্ক প্রতিষ্ঠা করা প্রয়োজন। Changzhou Bokang ISO9001/ISO13485 সিস্টেম সার্টিফিকেশন পাস করেছে এবং "কাঁচা মাল পরিদর্শন-প্রক্রিয়া পর্যবেক্ষণ-সমাপ্ত পণ্য পরীক্ষা" এর একটি তিন-স্তরের মান নিয়ন্ত্রণ ব্যবস্থা তৈরি করেছে:
অনলাইন সনাক্তকরণ: বেধ সহনশীলতা ±0.02 মিমি এবং প্লেট আকৃতি সহনশীলতা ±8I এর অনলাইন নিয়ন্ত্রণ অর্জন করতে প্লেট শেপ মিটার, বেধ গেজ, সারফেস ডিটেক্টর দিয়ে সজ্জিত
প্রতিষ্ঠান সনাক্তকরণ: শস্যের আকার ASTM গ্রেড 8 এর ≥90% এর সূক্ষ্ম অনুপাত নিশ্চিত করতে শস্যের অভিযোজন বিশ্লেষণ করতে EBSD প্রযুক্তি ব্যবহার করা হয়
কর্মক্ষমতা যাচাই: যান্ত্রিক বৈশিষ্ট্যগুলি প্রসার্য পরীক্ষা, প্রভাব পরীক্ষা এবং জারা পরীক্ষা দ্বারা যাচাই করা হয়। মেডিকেল-গ্রেড টাইটানিয়াম প্লেটের প্রসার্য শক্তি হল ≥850MPa এবং প্রসারণ হল ≥18%, যা ASTM F136 মান পূরণ করে
অ-ধ্বংসাত্মক পরীক্ষা: 100% ত্রুটি সনাক্তকরণ পাস হার নিশ্চিত করতে অভ্যন্তরীণ ত্রুটিগুলি সনাক্ত করতে অতিস্বনক পর্যায়ভুক্ত অ্যারে প্রযুক্তি ব্যবহার করা হয়
বর্তমানে, টাইটানিয়াম প্লেট রোলিং প্রযুক্তি তিনটি প্রধান উন্নয়ন প্রবণতা দেখাচ্ছে:
ইন্টেলিজেন্ট রোলিং: প্রসেস প্যারামিটারের অনলাইন অপ্টিমাইজেশন অর্জনের জন্য ডিজিটাল টুইন প্রযুক্তির মাধ্যমে একটি ভার্চুয়াল রোলিং মডেল প্রতিষ্ঠিত হয়;
কাছাকাছি-নেট গঠন প্রযুক্তি: 0.016-ইঞ্চি অতি-পাতলা প্লেটের ক্রমাগত উত্পাদন অর্জনের জন্য অতি-পাতলা টাইটানিয়াম প্লেট ক্রমাগত ঘূর্ণায়মান প্রযুক্তি বিকাশ করুন;
সবুজ উত্পাদন প্রযুক্তি: ইলেক্ট্রোপ্লাস্টিক রোলিং (ইপিআর) প্রযুক্তি ব্যবহার করা হয় রোলিং তাপমাত্রা 30-50 ডিগ্রি সেলসিয়াস কমাতে এবং শক্তি খরচ কমাতে।
 আমাদের জিজ্ঞাসা করুন
আমাদের জিজ্ঞাসা করুন
 ভাষা
ভাষা